Uluhlu lweeRobhothi zokuWelda ze-Axis MIG MAG ezi-6 eziyi-1500mm ezineMishini yokuWelda





Iimpawu
-Ingalo yerobhothi:
- Inkqubo yokuphosa i-die, ingalo ye-aluminium, ilula kwaye iguquguquka ngakumbi
- Iingcingo zangaphakathi kunye neetheminali zerobhothi zenziwe ziimpawu ezidumileyo zehlabathi: iDYEDEN, iTAIYO, ezifana neABB kunye neFanuc.
- Uhlobo oluphezulu lwaseTshayina lwesilawuli, imotha kunye nesixhobo sokunciphisa.
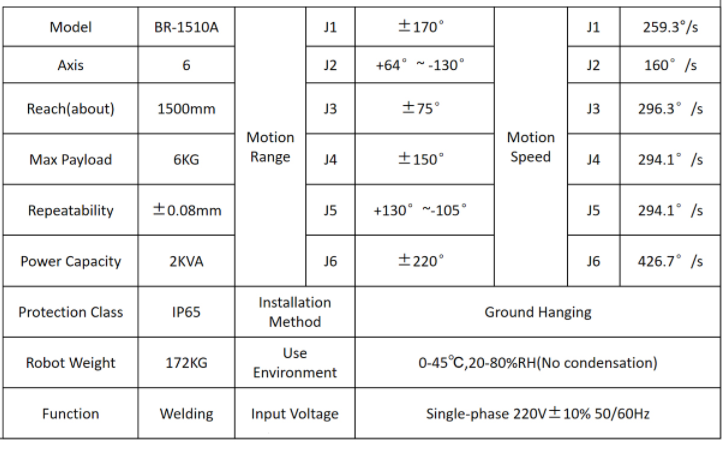
Iiparameter zerobhothi yokuwelda ye-BR-1510 MIG zibonisa ngolu hlobo lungezantsi:
Inkqubo yolawulo lwerobhothi yokuwelda ye-JHY:

-Umatshini wokuwelda: :Aotai NBC350RL
-
Ineendlela ezintathu zokuwelda: ukutshiza okuphantsi, ukuwelda okukhawulezayo kunye noxinzelelo oluqhubekayo
- Ingenza ukuwelda okutshiza okuphantsi kakhulu kwentsimbi yekhabhoni eyi-1 ~ 3mm. Ubungakanani bokutshiza okutshiza buncitshiswa ngama-60%;
- Igalelo lobushushu lincitshiswa yi-10% ~ 20%, kwaye ukuwelda kweepleyiti ezincinci kulula ukulawula kwaye ukuguquguquka kuncinci;
- Inkqubo yedijithali epheleleyo iyazilawula ngokuchanekileyo utshintsho lwamaconsi kwaye ifezekisa umgangatho wokuwelda oqhubekayo nozinzileyo;
- Itekhnoloji ye-inverter etshintshayo ingayiphucula indlela ethembekileyo ngayo yonke imashini kwaye yonge amandla nombane;
- Inkqubo yolawulo lokutya ngocingo oluchanekileyo olupheleleyo lwedijithali, isixhobo sokutya ngocingo olulawulwa ngocingo olusebenzisa ii-two-drive ezimbini esine-encoder sinokuqinisekisa uzinzo lokutya ngocingo nokuba izinto zangaphandle ezifana nombane wombane kunye nokumelana nokutya ngocingo ziyatshintsha.
-Itotshi yokuwelda:
- Ipholiswe ngomoya ngesixhobo esichasene nokungqubana esinobuthathaka kakhulu, yandisa kakhulu ubomi benkonzo yetotshi
-Isithinteli sokuwelda kunye nomzila wokuhamba ngerobhothi
- Ii-axis ezi-1, ii-axis ezi-2 kunye nee-axis ezi-3 zokuwelda zikhethwa ngokuzithandela. Ubungakanani bomthwalo kunye netafile yokusebenza bunokwenziwa ngokwezifiso ngokweemfuno.
- Ireyile yokuhamba ngerobhothi ingenziwa ngokwezifiso ngokweemfuno zomthengi. ubude 3/6/9/12M. Umthwalo womvuzo: 500/1000KG
-Ukugcinwa komatshini kulula kwaye kulula ukuyisebenzisa, kwaye ubomi benkonzo eyilelweyo bungaphezulu kweminyaka eli-10
Ukunika Ingqalelo Kuzo Zonke Iinkcukacha Kwenza Irobhothi yeJHY Ibe Ngcono
Bhala umyalezo wakho apha uze uwuthumele kuthi




