Irobhothi yokuwelda ye-1800mm MAG yokuwelda intsimbi yekhabhoni etyebileyo




Iimpawu
-Ingalo yerobhothi:
- Inkqubo yokuphosa i-die, ingalo ye-aluminium, ilula kwaye iguquguquka ngakumbi
- Iingcingo zangaphakathi kunye neetheminali zerobhothi zenziwe ziimpawu ezidumileyo zehlabathi: iDYEDEN, iTAIYO, ezifana neABB kunye neFanuc.
- Uhlobo oluphezulu lwaseTshayina lwesilawuli, imotha kunye nesixhobo sokunciphisa.
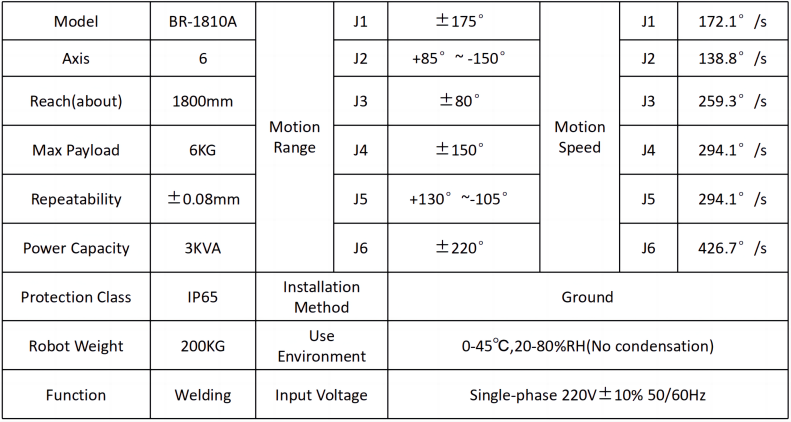
I-BR-1810 MIGirobhothi yokuweldaiiparameters zibonisa ngolu hlobo lungezantsi:
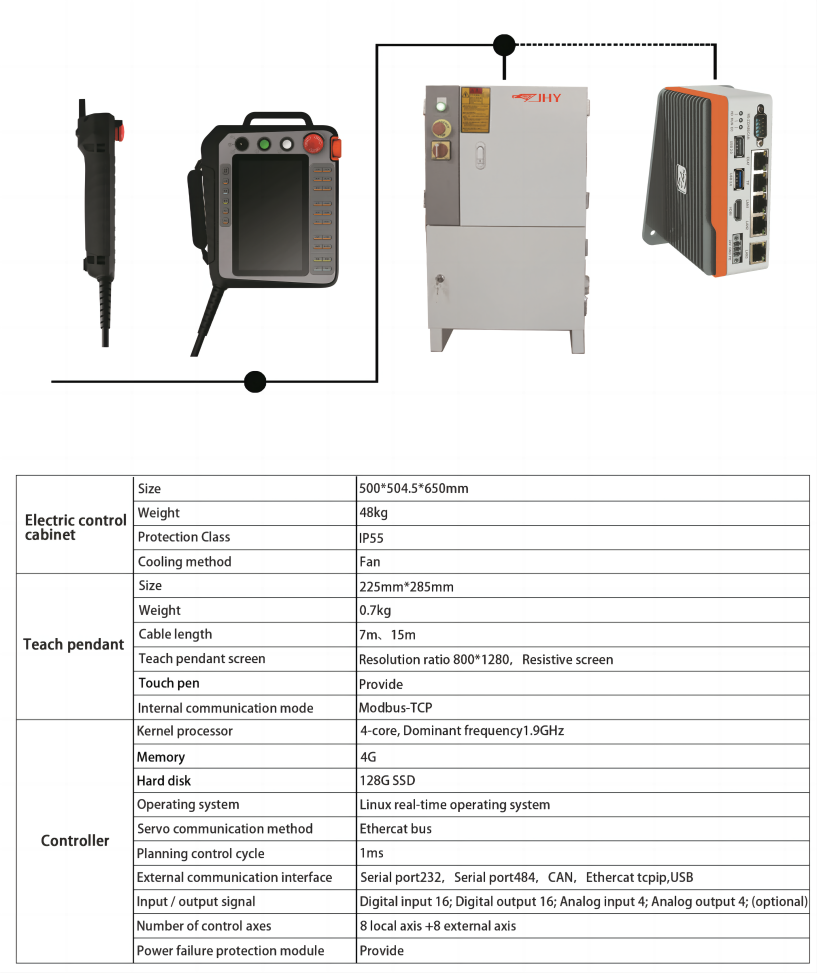
-JHYirobhothi yokuweldainkqubo yolawulo:
-Umatshini wokuwelda: : MEGMEET Artsen CM500
- Itekhnoloji ye-Inverter eLawulwayo yeDijithali yeMicroprocessor;
- Ulawulo lwe-synergic lweenkqubo zokuwelda ze-MIG/MAG CO2;
- Ukuwelda okuzinzileyo okunobude obungange-30mm;
- Ukufezekisa ukuwelda okuzinzileyo okuthe nkqo kwi-150A ngentambo ejikelezayo kunye neseti yentambo yokudibanisa eyi-50m.
- Umjikelo womsebenzi 500A 100% @ 40°C
- Irekhodi eliqinisekisiweyo kwimizi-mveliso enzima ukusukela ngo-2014;
- Ukunyamezelana okuphezulu ngokuchasene nokuguquguquka kwevolthi yokufaka (25%+/-);
- Ukukhuselwa kwe-PCB kunye ne-wire-feeder ekungcangcazelweni, ekungqubaneni, ekufuma, nasemoyeni onetyuwa.
-Itotshi yokuwelda:
- Ipholiswe ngamanzi ngesixhobo esilwa nokungqubana esinobuthathaka kakhulu, yandisa kakhulu ubomi betotshi
-Isithinteli sokuwelda kunye nomzila wokuhamba ngerobhothi
- Ii-axis ezi-1, ii-axis ezi-2 kunye nee-axis ezi-3 zokuwelda zikhethwa ngokuzithandela. Ubungakanani bomthwalo kunye netafile yokusebenza bunokwenziwa ngokwezifiso ngokweemfuno.
- Ireyile yokuhamba ngerobhothi ingenziwa ngokwezifiso ngokweemfuno zomthengi. ubude 3/6/9/12M. Umthwalo womvuzo: 500/1000KG
-Ukugcinwa komatshini kulula kwaye kulula ukuyisebenzisa, kwaye ubomi benkonzo eyilelweyo bungaphezulu kweminyaka eli-10
Ukunika Ingqalelo Kuzo Zonke Iinkcukacha Kwenza Irobhothi yeJHY Ibe Ngcono
Bhala umyalezo wakho apha uze uwuthumele kuthi


